
Here is a treat for all you locomotive enthusiasts ! You will recall keen railway modeller, our Treasurer John Bentley, lecturing on his hobby of building model locomotives. I have cajoled him to put together an article about his latest model, the Stanier ‘Black Five’ along with some photographs (after the article). Thank you John for your contribution…
GT – Editor.
Black Five

This article is presented in good faith, and may contain some inaccuracies as seen by other people, but is based on research carried out during the making of the “O” gauge model of 45227. There are valid arguments that Stanier would have been better using other engineers’ methods, but that is another subject.
The Black 5 locomotives were initially built from 1934 for the London Midland and Scottish Railway to a design supervised by William Stanier. Stanier had been invited to join the LMS in 1932 by Lord Stamp, from a high position within the Great Western Railway, generally for two reasons.
The first was the absolute uncontrolled design departments in the LMS where very influential people previously with the Midland Railway dictated what went on, to weak design leaders and effectively prevented advancement of locomotive performance within the LMS. Much has been written about this situation and any book on LMS locomotives will include the arguments.
The second was really William Stanier’s position in the GWR where the promotion to Chief Engineer was not possible as the existing Chief Engineer, Mr. Collet, was of similar age to Stanier, and had several years to run in office. Stanier needed some persuasion to move as all his working life had been at Swindon, as had his father’s. However, all was done with full permission of the Great Western.
The LMS locomotive fleet was generally not suitable for the heavier traffic created and a new range of designs and products were Stanier’s brief. The most important was a large express locomotive to run from London to Glasgow direct, which resulted in the 4 cylinder “Pacific” (4-6-2) Princess Royal Class, a smaller 4-6-0 express engine with 3 cylinders to update the Patriot class ending up as the “Jubilee” or “Red Stanier”, a mixed traffic, go anywhere 2 cylinder 4-6-0 engine the “Black Stanier” (Black 5), and a heavy goods 2-8-0 engine incorporating parts similar to the Black 5. The first design was an update with a high pressure tapered boiler and smaller cylinders than the 2-6-0 “Crab” which along with a 2-6-4 tank and 3 cylinder “Patriot” were the only ones with a well designed and reliable valve and cylinder arrangement of engines produced by the LMS. This “Crab” update was seen by many as a training exercise in Stanier’s principles of design of tapered boiler based on Swindon practice.
As this article is about the Black 5 there is no need to dwell on the other products, only to say that some of the GWR principles did not transfer well to the LMS, and all of the newer locomotives (except the Black 5) were seen to be inferior, or not as expected, on the rails to some of the older types they were to replace, which was surprising as the older “Patriot” engines with almost identical running gear and parallel boilers out-performed the new ”Jubilee” engines.
The Black 5 design was created at the LMS headquarters in Euston, and was transferred to Horwich (Bolton) the Lancashire and Yorkshire Railway’s works where the successful “Crab” was designed. Tom F. Coleman from the North Staffordshire Railway had been transferred there as Chief Draughtsman, and with his team of L&Y draughtsmen followed the principles used in the “Crab” for the Black 5. They eventually transferred to Crewe, where the design was finalised for production. Because of the work load at Crewe the first batch was built at the Vulcan Foundry. These proved to work to expectations at first, but very quickly Improvements were incorporated, mainly in and on the boiler with increased superheating and a better tube layout. Apart from these internal changes, the first 225 engines looked identical, having been produced at the Vulcan Foundry from August 1934 to January 1935 (5020 to 5069) and February 1935 to July 1935 (5075 to 5124), Crewe Works February 1935 to June 1935 (5000 to 5019 and 5070 to 5074) and a batch of 100 from Armstrong Whitworth April 1935 to December 1935 (5125 to 5224).
The situation within the country at this time was a period of bad recession and the Government subsidised the LMS in order to place orders with contractors for the locomotives. On completion of the orders above, further engines were required and the boiler design changed with a better firebox arrangement known as a sloping firebox, water feed changes and more superheating. Similar improvements were incorporated into other “Stanier” engines at this time. A large order, the largest ever by a British railway company, was placed with Armstrong Whitworth for 227 engines at a total price of £1,380,160 or £6080 each. Engines were delivered at the rate of about 16 a month, being towed to Crewe in groups of 3 or 4 with coupling and connecting rods removed but lubricators connected. These engines were numbered 5225 to 5451 and were delivered from August 1936 to December 1937. After this, Armstrong Whitworth reverted back to armaments production.
More minor modifications followed this batch built at Crewe from September 1938 to December 1938 (numbers 5452 to 5471). A total of 472 engines were made prior to World War 2. Construction resumed in 1943, all further locomotives being built to a final total of 842 by 1951 at LMS (and BR) works of Crewe, Derby and Horwich. Many improvements were incorporated, but still the basic outline remained. The final 100 engines had an increased wheel base in order to fit roller bearings to the three driving axles. Other “experiments” to these engines included double chimneys, seated poppet valves (Caprotti), steel fireboxes and labour saving devices copied from American locomotives imported for war service. One engine 4767 had outside Stephenson’s valve gear which was unusual as all other Stephenson valve gear was inside the frames. This was done to compare performance with Great Western engines. This particular engine is preserved and still running.
The general dimensions of the whole class, apart from the 4 inch increase in wheel base for the last 100 were as follows:-
Wheelbase: 6ft 6 in (bogie) + 5ft 8in + 7ft 0in + 8ft 0in (8ft 4in last 100)
Cylinder: 18in dia’ x 28in stroke
Boiler Pressure: 225 psi tractive effort at 85% boiler pressure 25,455 lb
Weight: 70 tons 12 cwt but higher as modifications were added up to 75 tons 8 cwt
Tender Capacity: 9 tons coal and 4,000 gallons water, 53 tons 6 cwt.
The practice of changing parts between engines during servicing resulted in very few engines being absolutely identical to each other but still remained instantly recognisable as a Black 5. BR added 40,000 to the LMS numbers so the series ran from 44658 to 45499. The last steam hauled BR passenger trains were hauled by Black 5s. The very last by 45212 which has just had a big overhaul at Ian Riley’s works in Greater Manchester and is based at Haworth.


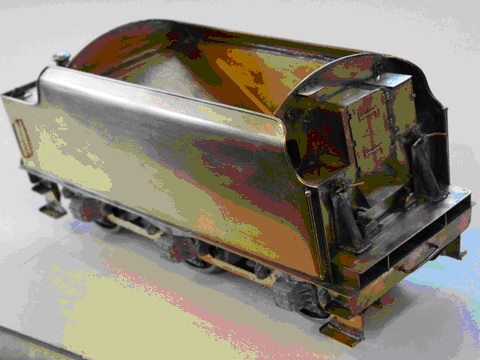



Painting was from a Halfords gloss black spray can.
Numbers, crests and lining were from Fox waterslide transfers, with Humbrol satin varnish to protect the transfers and then a “dry brush” coat with thin matt black to simulate a dusty finish. Glazing from clear plastic sheet was added before bolting the parts together with BA screws and nuts soldered to the under-parts of the sub assemblies.
Numbers, shed plate and maker’s plates were from etched parts made by Guilplates to order. Coal is real coal (as only the real stuff looks right!) glued into the tender on a shaped base of Plasticene.




by John Bentley – September 2016
.